360 Asset Management Program
In one of the world’s largest oil stabilization plants, condition monitoring programs are a necessity. Having a proper condition monitoring program for a plant — that includes more than 840 pumps, 30 compressors, 110 steam turbines, and 10 gas turbines, — is a challenging task. An appropriate asset management program would consist of four main pillars: asset life cycle, asset condition management, asset reliability, and asset performance monitoring. These pillars will fall under asset care. This article will examine the different asset management programs utilized in Abqaiq Plant.
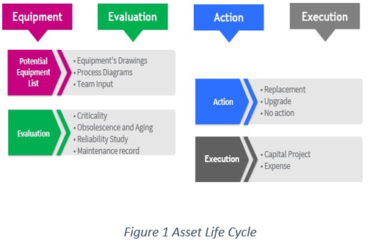
1. Asset Life Cycle: under this pillar, the equipment road map must be initiated. The first and most important step is setting a list of equipment. During this step, the information for equipment is gathered, such as equipment drawings, data sheets, process diagrams, and input from different disciplines. The second step is the evaluation process, comprised of a criticality assessment. This includes equipment obsolescence and age, previous reliability studies, and maintenance records. The third step defines the action needed for each equipment item, such as replacement, upgrade, or no action is required. The final step is choosing how and when the action will be executed. Is it going to be through capital project or expense?
2. Asset Reliability: the main purpose of this pillar is to monitor critical equipment reliability and interference before failures occur. There are two main programs under asset reliability: reliability technical alert and key performance indicator.
a. Reliability Technical Alert is a proactive recommendation that requires immediate attention to guarantee the equipment reliability and availability. A great example of this program is where a motor failed due to internal cable damage, which caused electrical grounding. During the investigation, the team noticed the internal cable was in contact with one of the motor internal supports. This contact caused friction, and as a result the cable insulation deteriorated and caused the ground failure. A Reliability Technical Alert was issued for sister motors to be opened and inspected for the internal condition. When the other motor was opened, signs of insulation deterioration were found. The team reinforced the insulation and returned the motor back to service. The repair cost of the first motor was $47,424, without including installation and removal of the motor.

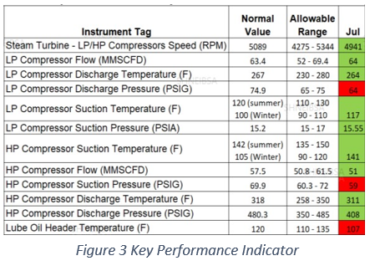
b. Key Performance Indicator Program: In this program different processes and mechanical parameters are monitored on a monthly basis, such as suction/discharge pressures and temperatures, flow, and bearings vibration and temperature. The normal and allowable range of each parameter is defined on the sheet to identify any abnormal reading. Moreover, this program will allow the Reliability Engineer to compare the values of different months, as well as acting on and providing recommendations before reaching alarm conditions.
3. The third and most important pillar under asset care is asset condition management. Our condition monitoring program theme is “One Technology CAN NOT do Everything.” Each technology has its own specific field that will deliver the highest benefit to the user. Any of the condition monitoring tools will need to go over phases to have a strong foundation. First, establish a guideline for the program. Second, create new inspection routes and set the base line for each tool. Third, select a proper reporting mechanism. Fourth, establish a database. Finally, synchronize all tools with the maintenance management system. Different condition monitoring programs utilize specific tools:
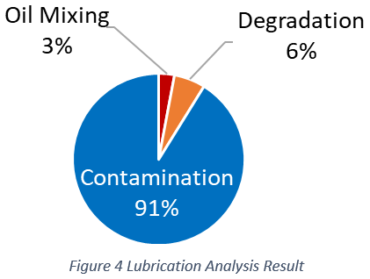
a. Lubrication Monitoring is one of the fundamental and most important condition monitoring programs. Lubrication is very important for any rotating equipment item, as lubrication decreases/eliminates friction, reduces wear, protects from corrosion, and absorbs heat. According to SKF, over 40% of maintenance costs are related to poor lubrication. This shows the importance of the lubrication tool. Currently in Abqaiq Plants we monitor 89 equipment items through oil samples. Each quarter, physical and chemical properties analysis is performed, using samples, and the equipment type, history, and criticality. Based on the sample result, the team could determine the condition of the equipment, e.g., any bearing particle in the oil. Based on the sample result, recommendations are shared. Usually we categorize the failure mode of the lube oil sample to three main categories: oil mixing, degradation, and contamination. As the pie chart shows, one of the major lube oil failure modes in Abqaiq Plants is water contamination, and this is due to the high number of steam turbines utilized in the plant. Knowing the failure mode allows the team to prioritize and focus on different upgrades, and plan maintenance, such as installing bearing isolators and replacing the carbon seals.
b. Thermography Inspection Program: a great multifunction noncontact application that can be applied for different condition monitoring programs: electrical system faulty electrical connection and overload, mechanical equipment abnormal heat, fluid systems line blockage, and temperature. Abqaiq plants monitor two hundred equipment items through thermography technology. A great example that shows the benefit of thermography is detecting a blockage of the mechanical seal cooling plan for a 500 HP pump. During the monthly route for thermography, the team noticed a low temperature on one side of the mechanical seal flushing line after the cyclone separator. This gave an indication of low flow on the pipe. The pipe was opened for inspection and they found dirt accumulated on the circulation line of the mechanical seal. This will cause a mechanical seal failure due to low flow, which will cause mechanical seal face damage. The cost avoidance of this case is $27,000, and this is only the material cost without considering the man hours.
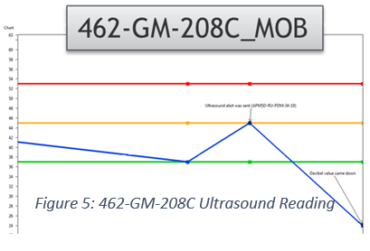
c. Ultrasound tool: Abqaiq Plants included 400 equipment items on the monthly route. Although ultrasound can be used to determine and predict different failures, such as passing valves, steam trap defects, and a lack of lubrication on rotating equipment, we mainly utilize this technology to monitor the lubrication condition of the rotating equipment, especially bearings that are lubricated with grease. In most cases, ultrasound can determine the lack of lubrication before vibration occurs. One of the major challenges of utilizing ultrasound technology is determining the base line (dB) of each bearing. In ideal conditions, the base line should be set, based on newly installed bearings. If this was not possible, the base line could be set by comparing the dB reading of sister machines with the same species. A great benefit of utilizing the ultrasound technology is determining the correct quantity of lubrication needed. Over lubrication can cause a lot of problems, such as overheat and motor ground if it reaches the winding. Usually the alarm for ultrasound is set when the dB increases 8 over the base line and high alarm when the dB increases 16 over the base line. Below are some of the great examples of utilizing ultrasound technology.
In this case, the base line was set based on the current bearing. When the dB increased to alarm, the team decided to replace the bearing. The new reading for the bearing was set as a new base line for this equipment. This baseline was also set for its sister equipment with the same specs.
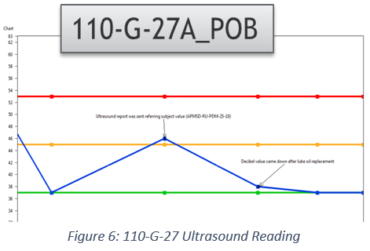
In this case the pump out board bearing ultrasound dB increased to alarm. The team recommended to replace the lube oil for the machine. After replacing the lube oil, the dB reading went down to the base line.
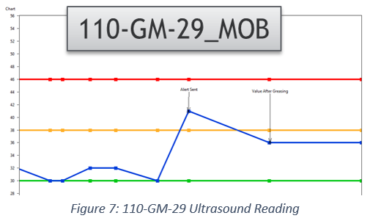
In this case the dB reading reached higher than alarm. When the team lubricated the machine again, the dB reading dropped. But it didn’t reach the base line. This result indicated the bearing was damaged, but didn’t yet show any sign of high vibation. This allowed the team to order spare parts and schedule maintenance activity.
d. Vibration monitoring tool: one of the conventional technologies utilized in a lot of industries. It is a great solution to monitor equipment not equipped with an online monitoring system. Usually the vibration is taken through routes due to the high number of equipment items in Abqaiq Plants— more than 1100 equipment items are monitored on a monthly basis. Route analysis shall be done to predict different failures. For example, if the vibration values increase in a specific equipment, it’s worth it to go over the cycle of the preventive maintenance, or revise the tasks of the preventive maintenance to ensure its effectiveness.
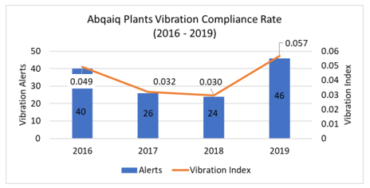
Moreover, increasing the number of the alarms could also show the effectiveness of the vibration route, by catching the vibration increase before the bearings fail. This will allow effective scheduling and planning of maintenance activity. Although the vibration won’t always decrease after relubrication.
4. The last pillar under asset care is asset performance monitoring: in this program, critical assets are monitored. If a certain equipment item failed more than twice a year, it is included in the bad actor program. Based on their failures, long- and short-term, recommendations are tracked until the equipment graduates from the bad actor program. Even If the equipment graduated from the bad actor program, the equipment will still be included on the list for three months under monitoring, to ensure the effectiveness of these recommendations to solve and tackle the root cause of the failures.
In conclusion, asset management is one of the most important programs that will drive benefits, including:
- Reduce downtime
- Reduce of the unplanned failures
- Reduce the overall maintenance cost
- Increase asset life
- Prioritize maintenance activities
- Increase the effectiveness of maintenance management