Manufacturing organizations often use Overall Equipment Effectiveness (OEE) as a key metric in assessing operations. While OEE is really three metrics rolled into one percentage, the components that make up the overall metric, availability, performance, and quality, are all important areas to benchmark. With the emphasis on concepts like digital transformation or smart manufacturing, many companies are turning to digital solutions to help them improve one or more of the component characteristics of OEE. An area that has seen great interest, but somewhat lackluster results is around predictive maintenance. It’s frustrating because this can be a huge win for organizations.
Done properly, one can see a reduction in maintenance costs of 20-30% or more and increased efficiency in several areas, not least of which is energy consumption. There are four critical areas that bring the E4 approach to light, Evaluate, Enhance, Empower, and Eliminate. These four areas will show significant improvement in operating expenses and efficiency.
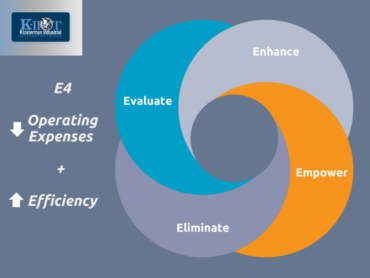
E4 for lowering operating expenses and increasing efficiency
1. Evaluate
Before undertaking any initiative, whether a project or continuous improvement effort, it’s important to look at your current state and clearly define what your end state looks like. Knowing the improvements to be made, whether they are lowering costs or improving productivity, needs to be clearly spelled out. While knowing specific percentages or dollar amounts may not be practical at this stage, understanding the direction you need to head is important.
When evaluating, reviewing processes, data, and speaking with colleagues dealing with the work daily identifies opportunities for improvement. Maintenance has been an area gaining investment from corporate initiatives around digital transformation. However, we’re not seeing an evaluation of existing technology and practices utilized to perform maintenance in most cases. Without assessing what work is still valuable after deploying new technology, many are finding more maintenance activity, not less. At this stage, identifying non-value add work for review or elimination is a key step.
2. Enhance
When moving to enhance, we look to utilize existing information and technology that can provide awareness of equipment health. Time series data that exists for use in process control is infrequently leveraged for maintenance. This information can augment our knowledge, particularly when adding new sensors or inspections to detect defects early to help avoid functional failures. This enhancement of our knowledge and coverage allows us to boost the confidence factor, providing earlier detection, and helping further identify tasks and processes that are inducing defects.
These can vary by equipment type, but examples like misaligned motors can cause them to consume upwards of 20% excess energy. When thinking about the hundreds or thousands of motors that exist in a large manufacturing organization, this translates into millions of dollars of savings, often by carrying out simple fixes.
3. Empower
Providing contextual knowledge and understanding why we deploy specific technologies to monitor equipment is important for our front-line personnel to make informed decisions about when to schedule work, what that work needs to accomplish, with specifics quantitative or qualitative metrics, and what good looks like when bringing the equipment back online for testing and to turn it back over to operations. Empowering operations by showing them how decisions and actions they take can impact the operational capability of equipment is also important. This enables us to work with operators on their care procedures to extend the useful life of equipment while operating it in a more efficient way, helping create products more efficiently and effectively.
When providing accurate information, operations and maintenance can work collaboratively, with operations owning the function of the equipment and maintenance ensuring its capability. Mitigating or eliminating behaviors that cause damage lowers operating costs, removes remedial or time-based preventive maintenance, and drives better production schedule compliance.
4. Eliminate
As we work through the stages to reduce operating expenses and increase efficiency, the area where we can bring large savings is through elimination. Roughly 30% of preventive maintenance work does not add value quantitatively or qualitatively. Another 20-30% can be modified to meet that standard. When looking at certain equipment types, they can be touched by maintenance 15-20 times per year, or more.
A good example is a centrifugal pump. With a monthly inspection and condition monitoring collection, a quarterly preventive maintenance, and an annual preventive maintenance, that pump will be touched 17 times by maintenance and reliability personnel during a year. Placing sensors on the equipment removes the 12 inspections and the quarterly time-based PMs, meaning that we can cut the interaction to one event per year. With sensors collecting data multiple times per day, we also increase our confidence in detecting any issues with the pump early, meaning we can intervene while minimally inconveniencing operations.
Replicating these activities across various equipment classes reduces maintenance backlog, lowers spending on MRO, and eliminates activities that can harm the equipment. Only when there is an identified risk will work occur, unless there is a specific regulatory requirement mandating otherwise. Eliminating that work frees up maintenance personnel to focus on only value-added work and helps significantly improve costs and efficiency.
The E4 method enables manufacturing organizations to use a structured approach to lower operating expenses and improve operating efficiency. Starting with a clear vision of what good looks like and working through a phased approach means we can build incremental gains and the resulting trust from operations and maintenance personnel to embrace the change in procedures and work.